小型數(shù)控銑床的主要功能
點(diǎn)位控制功能數(shù)控銑床的點(diǎn)位控制主要用于工件的孔加工,如中心鉆定位、鉆孔、擴(kuò)孔、锪孔、鉸孔和鏜孔等各種孔加工操作。連續(xù)控制功能 通過數(shù)控銑床的直線插補(bǔ)、圓弧插補(bǔ)或復(fù)雜的曲線插補(bǔ)運(yùn)動(dòng),銑削加工工件的平面和曲面。

刀具半徑補(bǔ)償功能
如果直接按工件輪廓線編程,在加工工件內(nèi)輪廓時(shí),實(shí)際輪廓線將大了一個(gè)刀具半徑值;在加工工件外輪廓時(shí),實(shí)際輪廓線又小了一個(gè)刀具半徑值。使用刀具半徑補(bǔ)償?shù)姆椒ǎ瑪?shù)控系統(tǒng)自動(dòng)計(jì)算刀具中心軌跡,使刀具中心偏離工件輪廓一個(gè)刀具半徑值,從而加工出符合圖紙要求的輪廓。利用刀具半徑補(bǔ)償?shù)墓δ埽淖兊毒甙霃窖a(bǔ)償量,還可以補(bǔ)償?shù)毒吣p量和加工誤差,實(shí)現(xiàn)對(duì)工件的粗加工和精加工。
刀具長(zhǎng)度補(bǔ)償功能 改變刀具長(zhǎng)度的補(bǔ)償量,可以補(bǔ)償?shù)毒邠Q刀后的長(zhǎng)度偏差值,還可以改變切削加工的平面位置,控制刀具的軸向定位精度。
固定循環(huán)加工功能 應(yīng)用固定循環(huán)加工指令,可以簡(jiǎn)化加工程序,減少編程的工作量。
子程序功能 如果加工工件形狀相同或相似部分,把其編寫成子程序,由主程序調(diào)用,這樣簡(jiǎn)化程序結(jié)構(gòu)。引用子程序的功能使加工程序模塊化,按加工過程的工序分成若干個(gè)模塊,分別編寫成子程序,由主程序調(diào)用,完成對(duì)工件的加工。這種模塊式的程序便于加工調(diào)試,優(yōu)化加工工藝。
數(shù)控銑床加工范圍
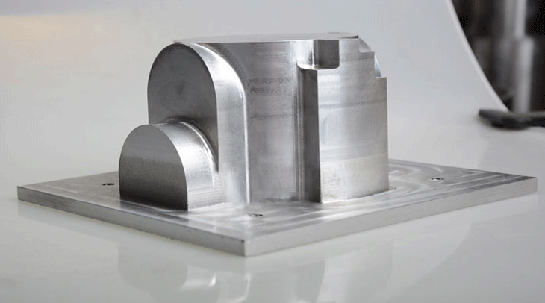
平面加工:數(shù)控機(jī)床銑削平面可以分為對(duì)工件的水平面(XY)加工,對(duì)工件的正平面(XZ)加工和對(duì)工件的側(cè)平面(YZ)加工。只要使用兩軸半控制的數(shù)控銑床就能完成這樣平面的銑削加工。

曲面加工:如果銑削復(fù)雜的曲面則需要使用三軸甚至更多軸聯(lián)動(dòng)的數(shù)控銑床。
© 佛山市順德區(qū)育能裝備有限公司. | All Rights Reserved | 粵ICP備17022107號(hào)-1